-

河北建仪仪器设备有限公司
主营:压力试验机 - 18034077608

河北建仪仪器设备有限公司
主营:压力试验机 7
7
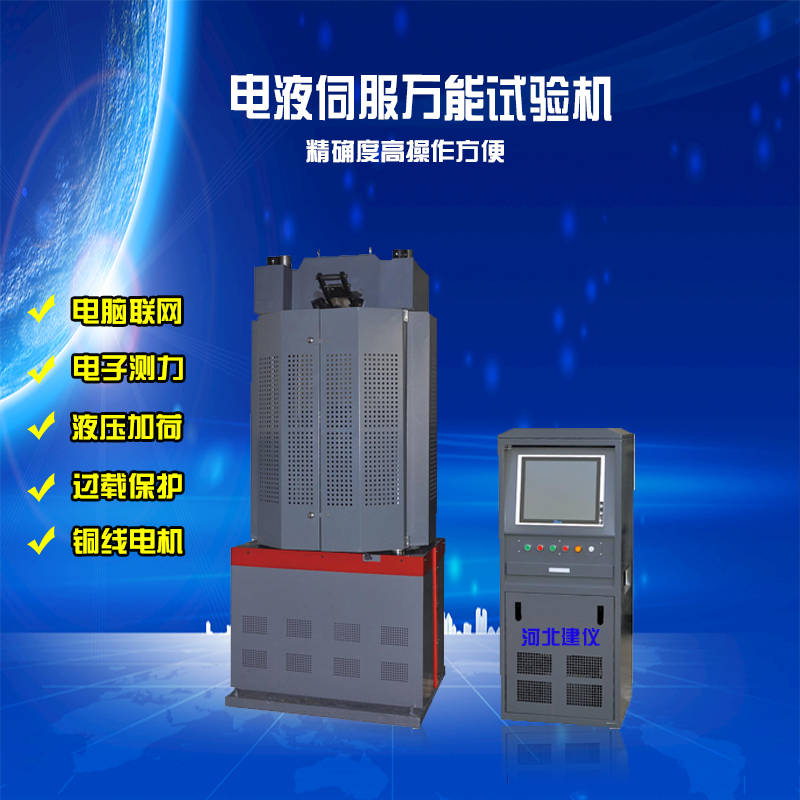
1、10吨/30吨/60吨/100吨电液伺服**材料试验机的用途
WES-B系列微机控制**试验机采用微机控制电液伺服阀加载、主体与控制柜分置的设计,具有操作方便、工作稳定可靠、试验精度高、加力平稳的特点,适用于金属、水泥、混凝土、塑料等材料的拉伸、压缩、弯曲、剪切试验。
2.10吨/30吨/60吨/100吨电液伺服**材料试验机机械结构原理
本设备主体部分由高度可调的支撑架[由机座、丝杆及移动横梁(下钳口座)组成]和工作框架[由工作油缸、活塞、台板、支架及上横梁(上钳口座)组成]。其工作原理为:由高压油泵向工作油缸供油,通过活塞运动,推动台板和上横梁(上钳口座)向上运动,进行试样的拉伸或压缩试验。拉伸试验在主机的上横梁与移动横梁之间进行,压缩试验在主机的台板与移动横梁之间进行。试验空间的调整通过驱动机构(升降电机、链轮、链条等)驱动双丝杆同步旋转使移动横梁升降达到。
3、10吨/30吨/60吨/100吨电液伺服**材料试验机电气原理
本设备采用三相380V、两相220V 50Hz交流供电。主回路包括油泵电机和升降电机,在主回路和控制回路中分别接有熔断器以防止过大的电流,在油泵电机和升降电机前还串联了热继电器以防止电机过载。
4、10吨/30吨/60吨/100吨电液伺服**材料试验机开箱验收
当您开箱后,请根据定货合同和装箱单对设备及附件的数量进行核对并检查是否完整,如发现短缺或损坏请尽快通知本公司以便及时处理。
5、10吨/30吨/60吨/100吨电液伺服**材料试验机安装前准备
试验机应安装在清洁、干燥、无震动而且室温为10℃-35℃的房间内,在试验机的周围应留出足够的空间(≥0.7m)供试验和维护用。
试验机的主体及控制柜应安装在混凝土基础上。基础尺寸根据外形及地基图规定,留出地脚螺钉及其它电线安装管道等装置,基础的上平面应用水平找正。
6、10吨/30吨/60吨/100吨电液伺服**材料试验机试验机安装精度的初步校正
主体初步校正:使用框式水平仪或借用附件中的线锤在相互垂直的两个方向校正立柱的垂直度,用在主体底部插入小铁片的方法调整。挂好地脚螺钉。
用水泥砂浆将各地脚螺钉浇固,并填实试验机与地面间的各处空隙,保养一周。
7、10吨/30吨/60吨/100吨电液伺服**材料试验机液压系统的连接
a.拆除各部捆扎物,用清洁的煤油清洗油管内部。
b.检查接头处垫圈是否完整,如果由于运输原因产生破损,应取用本机附带的新垫圈装好,以防高压时渗油。
c.使用合适的扳手连接各油管。
d.本设备通常采用N68抗磨液压油,环境温度过高时适量加入N100液压油增加粘度。
8、10吨/30吨/60吨/100吨电液伺服**材料试验机电气安装
本设备供电电压为三相380V与两相220V,设备必需接地。主体和控制柜之间的电气采用插头连接。通电前应打开控制柜铁门,检查各接线处有无脱落,熔断器是否松动,清除电气箱内灰尘和杂物。确认设备已与供电线路连接后,按控制柜台面板上的“电源”下钳口座的升降动作是否与按钮上所示的文字相符,如相反则调换任意二根相线位置。
9、10吨/30吨/60吨/100吨电液伺服**材料试验机调试
3.6.1启动油泵反复升起活塞,将油缸、油管内的空气排净可观察到回油是连续、稳定的。
如果在试压中发现指针在某个区间有呆滞现象,则进行以下操作:
a.调整工作压力到量程的一半并稳定。
b.打开控制柜铁门,旋开减压阀外圆右侧的排气丝堵,排净空气后旋回。
*c.进行以上操作时必须注意:①工作压力不可过大;②排气丝堵旋回时用力应轻缓,谨防拧断。
3.6.2试车
a.将冷弯支座向两边等距拉开,以移动横梁升降时不碰到为准;
b.在台板上安装球面下压板,升降移动横梁使上下压板相距约20mm;
c.启动油泵,开启软件控制系统使台板上升,缓慢加大压力至量程的80%;
d.检查回**,检查各油管接头有无漏油;
e.如有漏油,卸力后拧紧该接头。
10、整机操作必须与控制柜测控系统配合使用
4.2.1试验机各部分应经常擦拭干净,对没有喷漆的表面擦拭干净后应用棉纱沾少量的机油再擦一遍,以防止生锈,雨季期间更应注意擦拭,不用时用防尘罩罩住以防尘土侵入。
4.2.2控制柜上所有活门不应打开放置,以免尘土进入内部,影响测量机构的灵敏性。
4.2.3长期频繁使用可能导致油量减少或变质,应当根据使用情况每隔1-3个月检查一次油量。本设备停止运行15分钟后,观察控制柜计左侧油窗,如油面低于油窗则添加同种液压油至油窗中间位置;如油已变质,须换上新的液压油。
4.2.4频繁使用本设备做拉伸破断试验可能导致部分紧固件松动。应当经常检查以下部位紧固情况:
a.上横梁和移动横梁前后各有两块(共8块)L块压板(起钳口卡板导向作用),每块压板各用2只螺丝固定;
b.移动横梁两端各6只螺丝;
c.每6个月检查一次丝杆驱动链条的松紧程度,相应调整涨紧轮位置(需拆下主体下部围板后进行);
4.2.5根据环境条件和使用频度,每3~6个月对以下部位进行润滑:
a.丝杆与机座结合处,以100号油润滑;
b.丝杆驱动链条以黄油润滑;
c.丝杆螺丝部分保持清洁并以黄油或二硫化钼润滑;
ab两处润滑均需拆下主体下部围板后进行。
4.2.6上横梁和移动横梁上各有2只装置钳口用的钳口卡板,是本机的重要零件,应当根据使用情况经常清除钳口卡板与横梁接触面上的杂物,以免拉毛接触面。方法是:拆移动横梁一侧的压板,取出钳口卡板,用油抹布分别将钳口卡板和横梁的接触面清除干净,涂上适量黄油与石墨的混合油脂,装回钳口卡板后拧紧压板的固定螺丝。